Their newer printers look quite decent, but the AD3 was just rubbish! They claimed to have bed levelling and a bunch of other features which never worked, or were misrepresented.
The worst thing was the rubbish, proprietary slicer.
Their newer printers look quite decent, but the AD3 was just rubbish! They claimed to have bed levelling and a bunch of other features which never worked, or were misrepresented.
The worst thing was the rubbish, proprietary slicer.
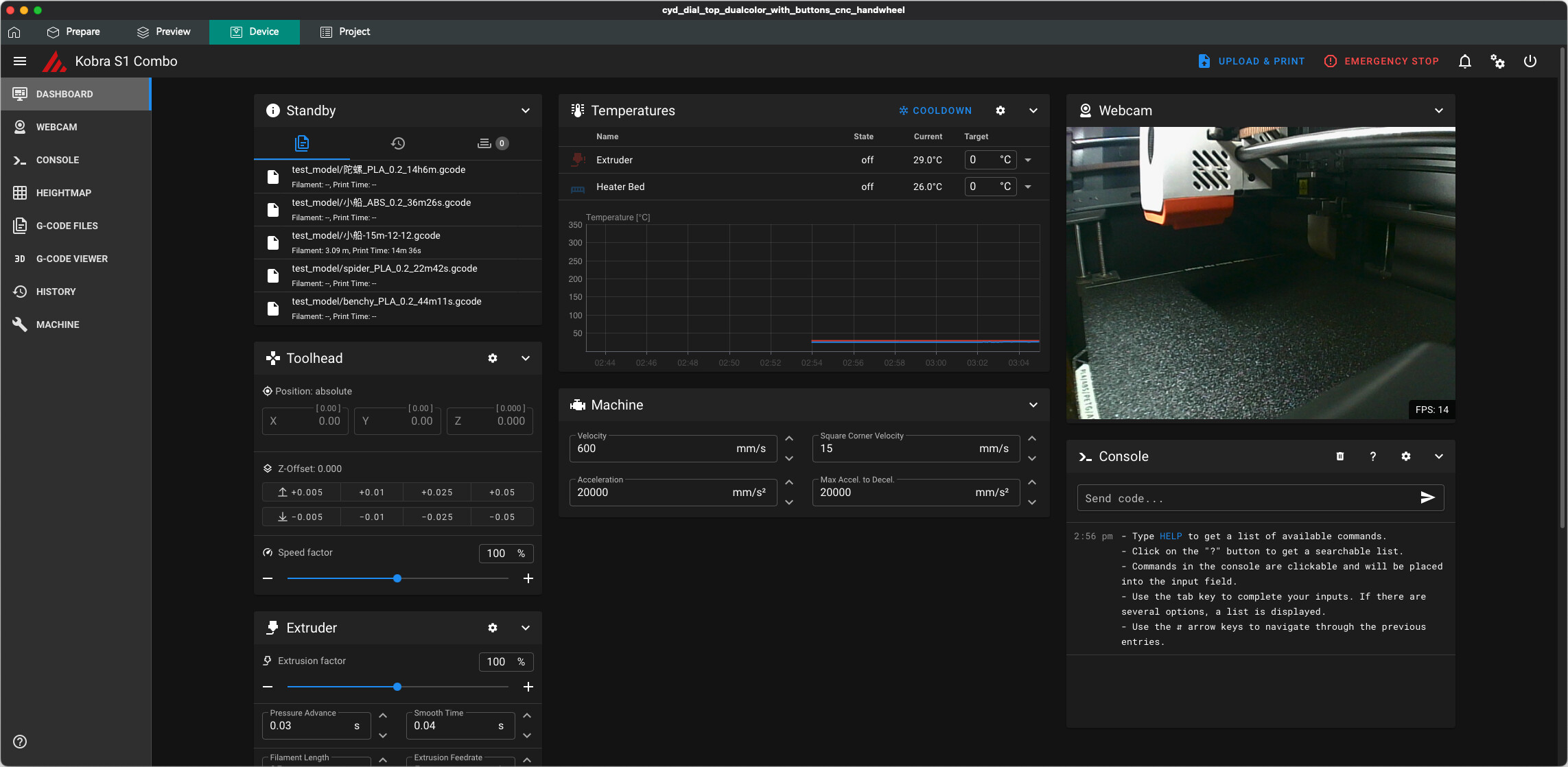
I got fed up with Anycubic Slicer, and have now liberated my Kobra S1 Combo - now let’s see if I get better results from native Orca Slicer. I’ve done zero tuning, and I might throw some dollars Jonathans (TNL) way for his S1 Slicer profiles.
LOL well that didn't take long! So far I've got no real complaints with the Orca fork for the Ad5M its only my 1st day playing with but it's been really good.., my only frame of reference being Cura and Prusa that I used with SV05. This thing was easy setup and it astonishingly fast compared to the old Sovol. I'm printing some razor handles (for shaving, not the scraper kind) right now that it even gave me some waring about too many triangles and suggested I simplify but I figured nah, lets see how it handles - and lets do 3 at a time and it seems to be handling it very well.
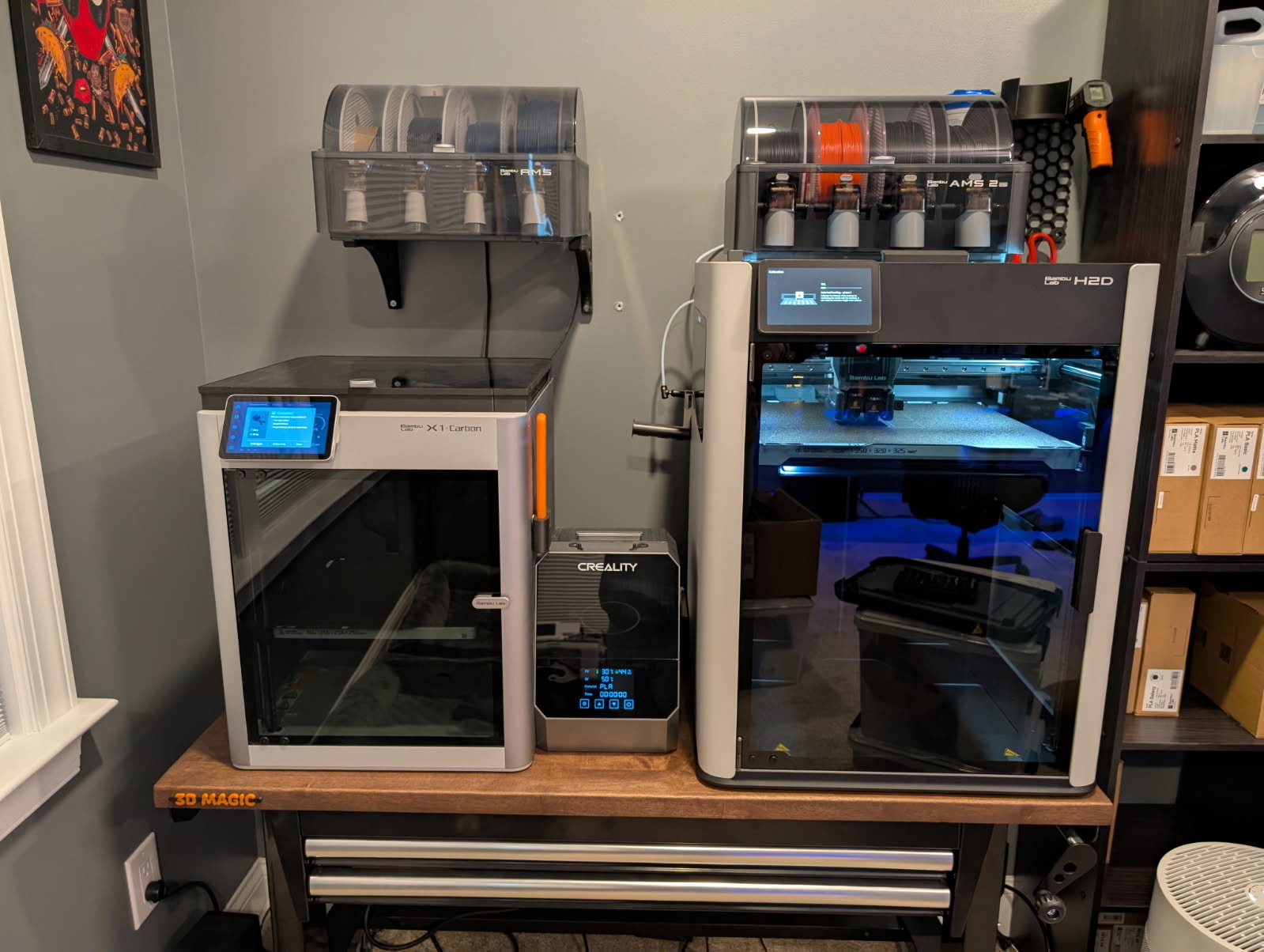
Nice! I Can’t justify the cost of a H2D, but it’s s seriously nice printer!
My 3D Printed CYD FluidDial Pendant turned out amazing on the Kobra S1 - having a Filament changer is a total game changer for multi-colour printing!
Good news is that the install kit for the CMS for the Creality K1C will be showing up earlier than projected. It is now set to arrive April 30th. Unfortunately, it will be a few weeks before I will be able to install it.
The only stupid thing about that kit is the lack of a new back panel for a poop chute! Ppl will need to be very careful that they don’t crash their print bed into a pile of purge material under it.
Agreed! However, I think with just a little bit of work, an opening and chute can be designed and retrofitted to make the missing poop chute. In fact, I saw one on Printables and one on Thingiverse. It takes that useless rear spool mount and modifies it so that it becomes the attachment point for a chute so the filament poop exits the back of the printer instead of accumulating inside.
https://www.printables.com/model/1263163-k1-max-k1-k1c-cfs-poop-chute/files
I can't see a problem with this if having issues with a big, uncooperative print.
using magnets to hold down the brim : prusa
https://old.reddit.com/r/prusa/comments/xm987b/using_magnets_to_hold_down_the_brim/
Nice, that’s a great idea to solve the problem!
lol, that’s not a bad idea!
I wish Orca's height modifier had an option to insert gcode at a specified layer.
You can't in the height modifier, but once sliced on the preview screen, move to the layer you want to add custom gcode (with the cursor on the slider bar at the right of the screen), when on the right layer, right click in the cursor and select add custom gcode or just add a pause if that's what you want.
Sorry if that is not what you were looking for.
Thanks. I am vaguely aware of the preview screen custom gcode option ...but I have doubts about the likelihood of my actually doing it as a tangential process.
Excellent news for those with a Kobra S1 Combo. With the latest version of the AnyCubic firmware and Rinkhals, you can send jobs straight to the printer, from Orca Slicer, with no stuffing around on the LCD screen!
I just tested it, and it works perfectly!
ATM, the only major thing you can’t control from orca, is the filament drier.
So what I'm hearing is that you're telling me I should snag a combo before the price goes up. ![]()
If it meets your needs, go for it. It’s a bargain for what you get ATM. It’s not a perfect printer (they don’t exist), but it is very good overall.
(Bambu A1 / Orca) I like to set up projects by general categories (KitchenStuff.3mf) and group & store models on multiple plates. I then tune individual models in Objects. I work over LAN but I can usually hear the printers' start & end chimes. I'm trying to set up a custom sound (no pause) on layer 3 on some models so that I am reminded to take a look to check adhesion and make a decision about whether the speed needs adjusting. Saving the gcode injection by object would be ideal in this scenario.
I just now played around with custom gcode injection at preview. A quick test worked and seems to indicate that Orca saves custom code by plate when I save the project. For my needs it seems kludgy, but I can make it work for some models --particularly those that insist on being a PITA.
BTW, for the kids reading along at home, Bambu uses some Marlin gcode but has a good bit of proprietary gcode mixed in. M300 doesn't work on an A1.
Confirmed in Orca?
Looks like the height modifier (like 0-1mm) does not work to change the first layer settings (they appear to be overridden by the "Global" process settings).
https://old.reddit.com/r/OrcaSlicer/comments/1628fda/first_layer_settings_in_orca_slicer/jxw0mg8/
related/noteworthy:
as per Version 1.8.1:
Support --> Support tab --> First layer density 100% (mine was 90%)
Quality --> Advanced -->Bottom surface flow ratio (this should increase material amount on first layer)
I was using height modifier [0-0.6] to drastically reduce speed on first 3 layers but did notice that the 1st layer (maybe the first 3 layers?) weren't performing as well as expected.
Download the Hubitat app